医药行业
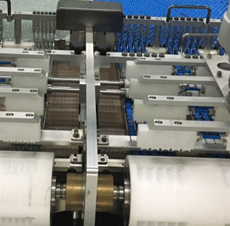
随着制药工艺和技术的高速发展,药品大规模制造、批量化生产趋势愈加明显,这对药机装备尤其是制药后包装设备提出了更高的要求。针对针剂产品(包括西林瓶、安剖瓶、口服液瓶等),设备在高速运行条件下保持稳定性,满足多品种包装的兼容性,适合多品种产品快速切换,达到整体包装自动化和可追溯性等要求,成为行业发展的难点,同时也是包装设备性能技术提高的契机。
昱庄包装研发团队结合国内外发展趋势,引进国外先进设计理念,通过昱庄制造平台,全力打造高品质、高性能、高度自动化的药品包装系统,以满足国内外客户不断提高的包装需求。