免费服务电话400-668-2041


随着市场需求的多元化,输液瓶、饮料瓶、塑料周转箱、纸箱的种类越来越多,在同一台装箱机上用多种瓶、箱的情况不断出现,必须针对每台装箱机不同的瓶、箱组合,设计出快速更换的变更部分。抓瓶装置作为装箱机的最主要的变更件,其快速更换尤其重要。一件多用的抓瓶装置,是快速更换中最快的一种。采用这种抓瓶装置,当瓶、箱更换时,只需选择该瓶、箱相应的电气程序:在控制面板上将旋转开关旋转到相应的程序,或在触摸屏的菜单中选择相应的程序即可。
1 瓶、箱种类现状
目前在1.5万瓶/h、2.4万瓶/h、3.6万瓶/h、4万瓶/h啤酒、饮料灌装生产线上,装箱机所用的输液瓶的直径多为60~76mm,饮料瓶直径多为53~70mm,所用的箱有4×6塑料周转箱、3×4塑料周转箱、4×5塑料周转箱、3×4纸箱、4×6纸箱、3×5纸箱、4×5纸箱、2×3纸箱等等,各灌装生产线有不同的瓶、箱组合。
2 装箱机变更部分的简要说明
装箱机的变更部分主要有:抓瓶装置、导瓶装置、理瓶装置、分箱装置,如图1所示,其中导瓶装置和理瓶装置在输瓶带上,其功能主要是将瓶排列符合要求,为抓瓶作准备;分箱装置在输箱带上,其功能主要是将箱排列符合要求,为放瓶作准备;而抓瓶装置则是连接了这两部分其在输瓶带上的导瓶装置处抓瓶,移动,在输箱带上的分箱装置处将瓶放入箱中。
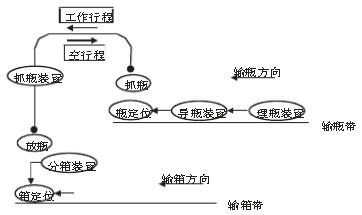
图1 抓瓶装箱工作原理图
装箱机的输瓶带沿纵向输瓶,输瓶带上的瓶在横向上通过导瓶板隔开,在纵向上是靠紧的,导瓶装置中瓶道的排列优先采用6瓶道加1空隔道,这与4×6塑箱对应;其次是3瓶道加1空隔道,这与3×4塑箱对应;当只有纸箱或特殊组合时,采用无空隔道的排列。
导瓶装置示意图如图2所示。
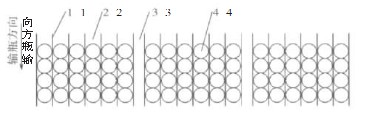
1-导瓶板;2-瓶道;3-空隔道;4-6瓶道排列
图2 导瓶装置示意图
箱的走向也是设计方案的一个重要部分,对于每一种箱子而言,进箱时宽度方向朝前称为纵向进箱,长度方向朝前称为横向进箱,在以下方案中4×6塑箱均是纵向进箱,3×4塑箱均是横向进箱,3×4纸箱均是横向进箱。
抓瓶装置中最主要的单元是抓头夹持板,其上装有抓头,夹持板之间可相对滑动变距。抓头夹持板有不同的形式,以纵向列数×横向排数表示,有3×4抓头夹持板、1×4抓头夹持板、(6+6+6+…)×1抓头夹持板、1×2、1×3、2×4、4×4、5×4等。
抓瓶装置的变距(图3):抓瓶装置中抓头夹持板之间的变距由气缸完成,变距形式分为横向变距、纵向变距。横向变距解决的是所用的箱中瓶的排列格局与导瓶装置中的瓶的排列格局不同的问题,也就是抓瓶放瓶时抓头的横向间距不同的问题;纵向变距解决的是小瓶的瓶径与塑料周转箱的箱格大小不匹配的问题,也就是抓瓶放瓶时抓头的纵向间距不同的问题。
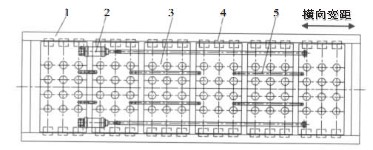
1-具有导轨功能的框架;2-气缸;3-3×4抓头夹持板;4-滑板;5-定位条
图3抓瓶装置变距示意图
要实现快速更换,必须设法使得各部分少更换、不更换。本文所列的几种设计方案均是:在每套方案中,用不同的瓶、箱时,导瓶装置的瓶的排列方式不变,其中的导瓶板的间距不变;分箱装置与箱对应,一种箱用一套分箱装置;抓瓶装置一件多用,通过抓头之间的变距,使抓头在输瓶带上抓瓶时与导瓶装置中排列好的瓶对应,在输箱带上放瓶时与分箱装置处排列好的箱对应,每种瓶、箱对应一套电气程序,以下这些方案中的抓瓶装置是不更换的。






